









Informations sur la production de verre isolant TPA : Les 10 questions les plus fréquentes
Les formations LiSEC ont pour objectif de transmettre à nos clients les connaissances nécessaires afin de pouvoir exploiter au maximum nos solutions. Pour les novices et ceux qui souhaitent rafraîchir leurs connaissances, nous avons réuni les principales questions posées lors de la formation TPA.
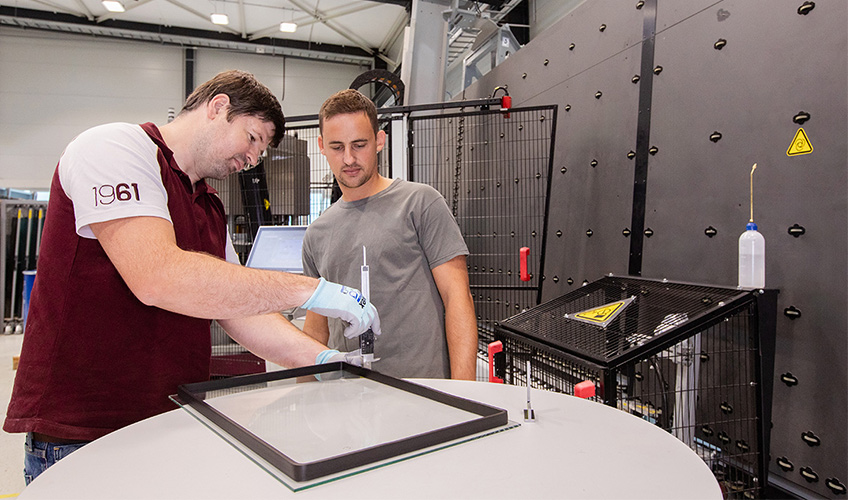
© LiSEC ; formation TPA, Jürgen Schrattenecker, Thomas Binder

© LiSEC ; formation TPA, Wieser Franz, Jürgen Schrattenecker

© LiSEC ; concernant la question 1 : Matière TPA évacuée
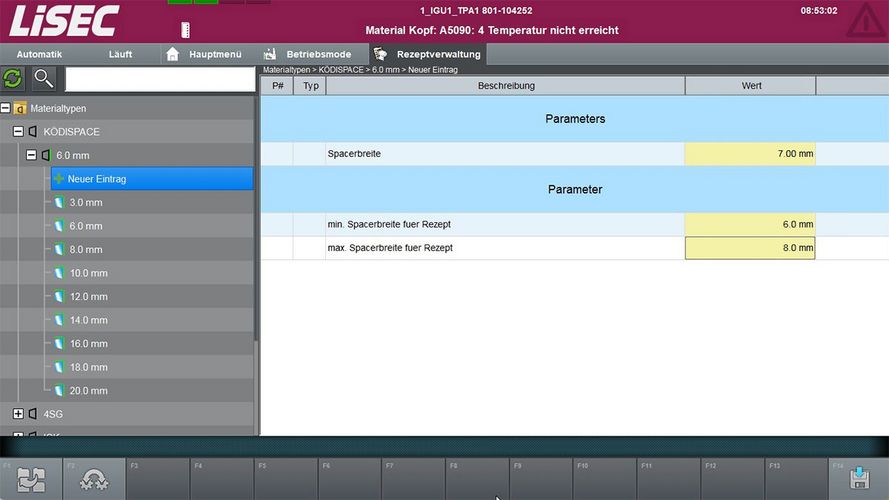
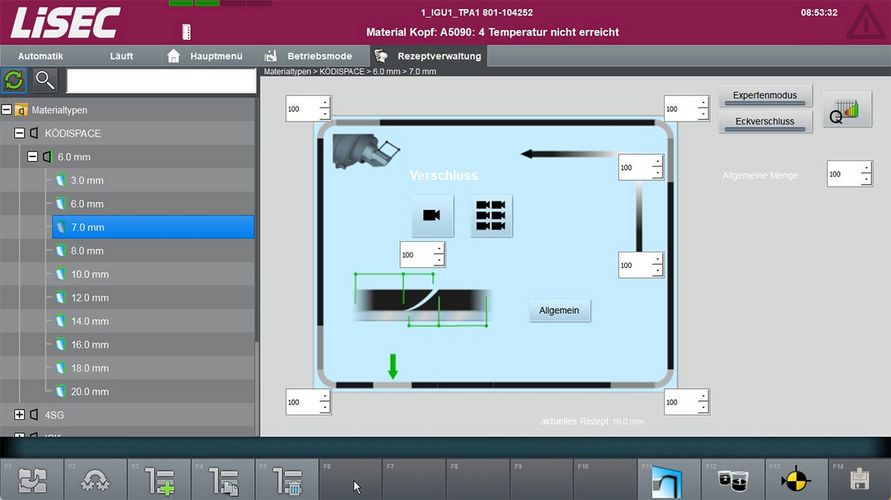
© LiSEC ; concernant la question 2 : Menu des paramètres
© LiSEC ; concernant la question 2 : Réglages du dispositif de fermeture d’angle
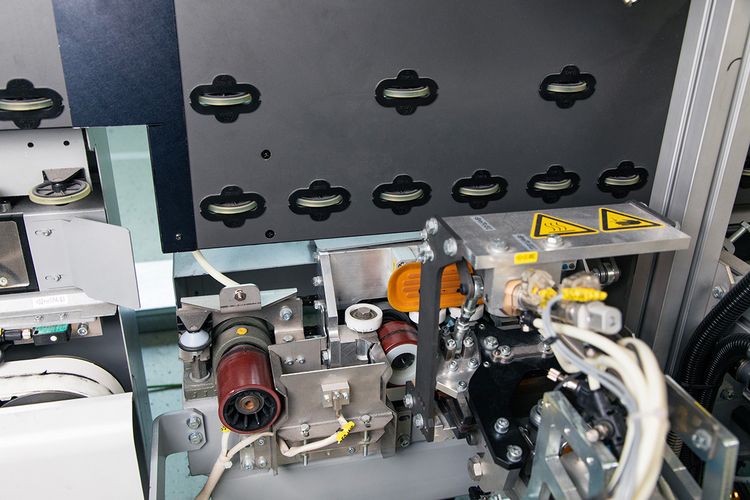
© LiSEC ; concernant la question 5 : Unité de fermeture
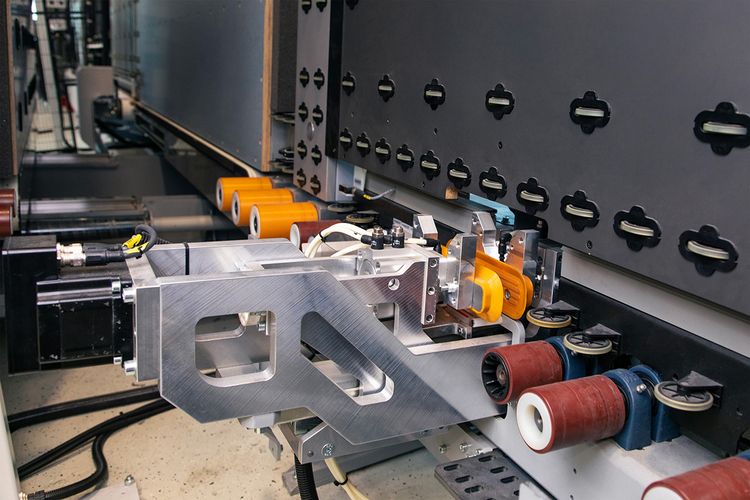
© LiSEC ; concernant la question 5 : Pince pour unité de fermeture

© LiSEC ; concernant la question 5 : Jonction du dispositif de fermeture

© LiSEC ; concernant la question 6 : Réservoir de matière

© LiSEC ; concernant la question 8 : Élément TPA enduit

© LiSEC ; concernant la question 9 : Enregistrer le numéro du lot

© LiSEC ; concernant la question 10 : Pied à coulisse et équerre
/
- Est-il possible de réutiliser la matière qui a été évacuée dans le récipient collecteur ?
Pour garantir la qualité des entretoises TPA, la matière doit être appliquée sur la vitre à la bonne température. Après un arrêt de la machine, une certaine quantité de matière TPA doit être évacuée jusqu’à ce que la bonne température soit atteinte. La matière TPA contient un dessiccateur qui est activé lors du contact avec l’air et ne peut alors plus être réutilisé. La matière évacuée ne peut ainsi plus être réutilisée.
Conseil pour l’utilisateur ! Pour éviter que la matière TPA reste collée dans le récipient collecteur, il est possible de revêtir le récipient avec le film de protection qui reste sur la surface lors de l’ouverture d’un fût de matière TPA. Cela facilite considérablement le nettoyage ultérieur.
- Dans le menu, il y a des pré-réglages pour différentes largeurs de spacer. Puis-je également définir ma propre largeur de spacer ?
L’opérateur de la machine peut lui-même créer une recette pour une largeur de spacer individuelle. Pour produire un spacer de 7 mm de large, le plus simple est de cloner la recette pour un spacer de 6 ou 8 mm de large. Les paramètres de recette doivent ensuite être ajustés pour éviter les coins ou déformations non esthétiques. L’ordre recommandé pour les réglages est le suivant : Vérifier d’abord les lignes droites, puis la quantité et enfin la largeur de spacer, les coins et la fermeture.
Conseil pour l’utilisateur ! Lorsque les largeurs souhaitées sont connues à l’avance, les recettes individuelles peuvent être demandées lors de la commande de la machine et être livrées testées.
- La matière TPA doit-elle absolument être noire ?
Des alternatives sont recherchées mais pour le moment, la matière noire est la meilleure option parce qu’elle n’est pas friable sous l’effet des rayons UV. Selon le montage, cela n’altère que faiblement les propriétés optiques de l’élément en verre isolant.
- Je souhaiterais accroître la production. Puis-je accélérer l’application de la matière TPA ?
La vitesse d’application de la buse s’adapte automatiquement à la quantité de matière en circulation. Une plus grande quantité de matière signifie une application plus rapide, une plus faible quantité de matière signifie une application plus lente. L’application reste ainsi précise et uniforme. La ligne TPA de LiSEC offre d’autres possibilités d’augmenter la capacité de production : Les contre-vitres peuvent être avancées sur la tête d’application pour réduire les périodes d’attente lors des applications.
- À quoi ressemblent les spacers TPA sur la jonction ? Peut-on retirer le dispositif de fermeture proprement et de manière étanche au gaz ?
Afin de fermer les spacers TPA proprement et de manière étanche au gaz, il existe des astuces techniques comme un point de compensation de pression et des offsets réglés avec précision. Le dispositif de fermeture est plus étroit et est pressé dans la presse à la largeur souhaitée. Il est ensuite écarté avec des pinces pour garantir la prise correcte.
- À quoi sert le réservoir de matière ? La matière TPA ne pourrait-elle pas être directement transférée du fût vers la buse ?
Le réservoir de matière sert d’intermédiaire entre le fût et la buse pour garantir un usinage optimal de la matière. Il veille à ce que la matière TPA puisse se déposer et s’acclimater avant d’accéder à la buse et permet la régulation de la température. Il sert également de station de montée en pression pour générer la pression nécessaire pour l’application. Une production parfaite est possible avec deux réservoirs de matière (de 20 l) : Tandis que la production a lieu à partir du premier réservoir, le deuxième peut être rempli de matière neuve.
- J’envisage de changer de fabricant de matière. Quel coût cela représente ?
Le comportement de la matière varie d’un fabricant à l’autre. Avant la livraison, toutes les recettes sont testées avec la matière spécifiée par le client et la machine est calibrée. Lors du changement du fabricant de matière, la matière usagée doit être rincée et la machine doit être recalibrée pour les 8 largeurs de spacers standard. Cela nécessite un fût de 200 l et dure une journée. Pour le calibrage, l’assistance d’un technicien LiSEC ou d’un collaborateur spécialement formé est recommandée.
Conseil pour l’utilisateur ! Lors de la commande, LiSEC offre la possibilité d’indiquer plusieurs fabricants de matière et de saisir les recettes testées pour le fabricant respectif. Indiquez votre fournisseur préféré !
Certains fournisseurs encadrent le changement sur site et forment aux spécifications et propriétés de la matière. Demandez ce service à votre nouveau fournisseur.
- Quels points dois-je observer pour garantir une adhérence optimale entre le spacer TPA et le verre ?
La matière TPA est usinée à 130°C et a alors la même consistance que la gomme à mâcher. La qualité peut être contrôlée visuellement juste après l’application. La matière TPA doit être noire et brillante et appliquée de manière uniforme sur le verre. Sur la contre-vitre, la matière doit être prise et entrer en réaction chimique avec le verre. Les entretoises fraichement appliquées sont de couleur gris clair et uniformes, sans bulles d’air, les entretoises entièrement prises sont noires et brillantes. Le temps de prise autorisé est indiqué dans l’instruction d’usinage du fabricant. Lorsque le résultat souhaité n’est pas obtenu dans le temps indiqué, le processus d’application doit être contrôlé.
- De nombreuses informations figurent sur l’étiquette du fabricant de matière. Quelles informations me concernent particulièrement ?
Lors du changement de fût, le numéro de lot indiqué sur l’étiquette du fût de matière TPA est le plus important. La matière TPA est mélangée dans des lots de 4-8 fûts. Comme il peut y avoir de légères différences entre les lots, il est recommandé de consommer entièrement les lots livrés et de contrôler la recette lors du changement de lot.
Conseil pour l’utilisateur ! Dans le programme TPA, vous pouvez indiquer le numéro de lot pour chaque fût dans les données de production. En cas de réclamations, vous pouvez ainsi facilement voir si un lot entier présente des défauts de qualité.
- Des réglages de recettes sont effectués sur ma ligne TPA. Qu’est-ce-qui doit être fourni à cet effet ?
Les contrôles de la qualité d’application TPA sont effectués pendant le montage de la machine, lors des travaux de réglage et lors d’interventions sur site des techniciens. Les principaux outils sont un pied à coulisse numérique pour mesurer la hauteur et la largeur de spacer ainsi qu’une petite équerre pour contrôler l’angle correct par rapport à la vitre. Ceci est particulièrement important pour les spacers larges en raison de leur poids élevé. Des vitres test de différentes dimensions, un mètre-ruban haute qualité, un marqueur pour définir les points de mesure, de l’essuie-tout, de l’alcool isopropylique et un fût pour collecter la matière test usagée sont également utiles.
