











Schnellster Verbundglas-Zuschnitt am Markt dank hochautomatisierter und effizienter VSL-A Systemlösung von LiSEC mit Dynamic Load Balancing (DLB)!
Die Basis für ein erfolgreiches Verarbeiten von Verbundglas liefert die Ende 2018 vorgestellte horizontale Schneideanlage für Verbundglas des Typs VSL-A von LiSEC. Eine deutliche Steigerung des Ausstoßes dank der patentierten SIR Folienheizung, ein deutlich reduzierter Glasverschnitt sowie weniger Bedienereingriffe, durch einen gesteigerten Automatisierungsgrad, begeistern zahlreiche Kunden seit der Markteinführung weltweit.
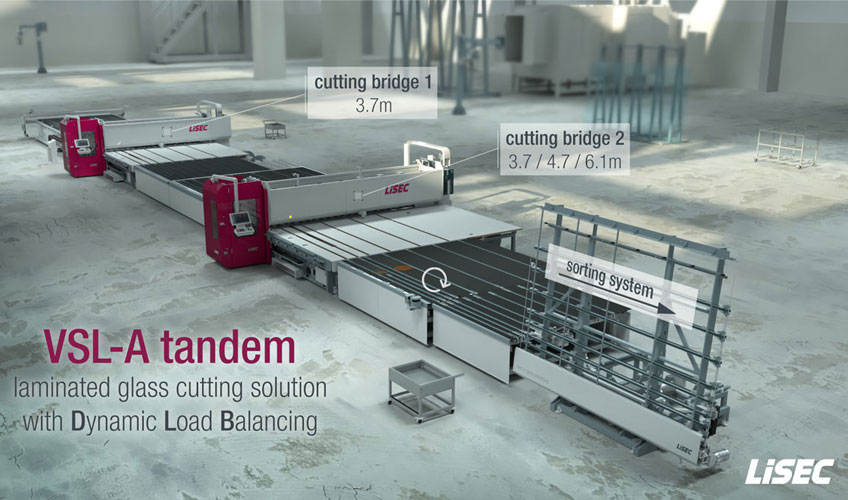




Um Lösungen bereitzustellen, die den individuellen Anforderungen der Kunden bestmöglich entsprechen, hat LiSEC eine modulare Verbundglaszuschnitt Systemlösung entwickelt, die Schritt für Schritt an den jeweiligen Bedarf angepasst und erweitert werden kann. Bei der finalen Ausbaustufe können zwei VSL-A Anlagen hintereinander kombiniert werden, um am zweiten VSL-A Tandem Glas gleichzeitig zuzuschneiden. Zusammen mit der intelligenten, dynamischen Auslastungssteuerung (Dynamic Load Balancing) kann ein Ausstoß von bis zu ca. 140 Stück fertig geschnittener Scheiben pro Stunde erreicht werden. Ganz nach dem Motto „Wer aufhört, besser zu werden, hat aufgehört, gut zu sein“ (P. Rosenthal) wurden in den letzten zwei Jahren weitreichende Weiterentwicklungen bei der VSL-A Produktionssteuerungslogik und im Engineering umgesetzt. Die Lösungen für den künftigen, nahezu mannlosen Zuschnitt von Verbundglas, bei gleichzeitig hohem Durchsatz und perfekter Schnittqualität, stellt Daniel Schörghuber, Produktmanager für den Bereich Glaszuschnitt bei LiSEC, vor.
Herr Schörghuber, worauf legt LiSEC in der Weiterentwicklung den Fokus?
Daniel Schörghuber: Dem steigenden Anteil an Verbundglas, speziell bei Isolierglas-verarbeitenden Betrieben, haben wir mit der Entwicklung der VSL-A Schneidetechnologie Rechnung getragen. Damit können höhere Ausstoßzahlen in kürzerer Zeit, bei reduziertem Verschnitt ermöglicht werden. Wir haben darüber hinaus in den letzten zwei Jahren, in unzähligen Projektierungen, zusammen mit unseren Kunden deren Produktionsdaten ausgewertet, die vorliegenden Hallensituationen usw. analysiert und sind zu folgendem Ergebnis gekommen: Ein Glaslager versorgt in der Regel meist zwei bis maximal drei Schneidelinien. Platz für Erweiterungen ist, in der Regel, in der Breite – ohne bauliche Adaptionen der Produktionshalle – nicht möglich. Die notwendigen Steigerungen des Automatisierungsgrades, bei gleichzeitig kontinuierlich hoher Qualität, unabhängig der Rohglas-Qualität, sprechen in Zeiten des Fachkräftemangels am Markt für diese neue Systemlösung von LiSEC, da diese die Anforderungen des Marktes erfüllt. Mit den VSL-A Systemlösungen wurde der nächste Schritt in Richtung einer vollautomatischen Anlage getätigt. Die Steigerung der Verbundglas-Schneidekapazität wird durch ein modulares Konzept auf Basis der VSL-A Technologie sichergestellt.
Wie ist das modulare Konzept aufgebaut?
Daniel Schörghuber: Alles beginnt mit einem automatischen Glaslager in Kombination mit einer Anlage für das Randentschichten bzw. die Entfernung des VSG-Folienüberstandes und dem ersten VSL-A Zuschnitt mit Transportriemen. Danach kann man abhängig von der Produktionsmenge und der Produktvielfalt zwischen zwei unterschiedlichen Varianten auswählen. Kunde „Typ A“, der eine hohe Varianz in seinem Produktmix hat (X-Y-Z Schnitte), kann bereits mit einer zusätzlichen, der ersten VSL-A Anlage in Linie nachgeschalteten VSL-A Anlage ohne Tandem, einen Ausstoß von bis zu ca. 75 Scheiben pro Stunde erreichen – und das vollautomatisch. Hier spielt die optimale, dynamische Auslastung der beiden VSL-A Systemlösungen eine große Rolle. Darüber hinaus wurden neue Bedienmodi entwickelt, zwischen welchen jederzeit gewählt werden kann: Sport- bzw. Komfortmodus. Beim gewählten Komfortmodus produziert die Anlage nahezu mannlos kontinuierlich fertig geschnittene Gläser am Fließband. Im Sportmodus kann zusätzliche Produktionskapazität verfügbar gemacht werden. Hier unterstützt der Bediener die Anlage insbesondere beim Trennen von Resten, wodurch nochmals ein höherer Ausstoß ermöglicht, wird was insbesondere bei Produktionsspitzen Vorteile bietet. Kunde „Typ B“, welcher oft gleiche Produkte produziert (X-Y-Schnitte), kann mit einer VSL-A Anlage in Tandem-Ausführung mit einer Stückzahl von bi zu ca. 140 Scheiben pro Stunde kalkulieren. Im Tandem-Modus können an der zweiten VSL-A zwei Scheiben gleichzeitig vollautomatisch geschnitten werden. Diese Lösung übertrifft alle bisherigen Ausstoßzahlen bei weitem und stellt daher die schnellste VSG-Zuschnittanlage am Markt, insbesondere für Serienformate, dar.
Wie funktioniert die dynamische Auslastungsplanung?
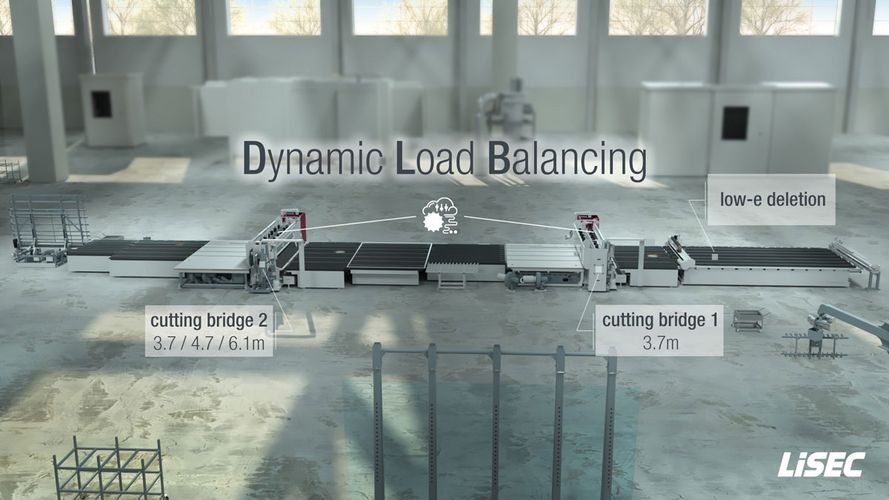
Daniel Schörghuber: Besonders wichtig war uns bei der Entwicklung von zwei hintereinander angeordneten Verbundglas-Schneidebrücken des Typs VSL-A, dass diese bestmöglich und intelligent ausgelastet sind, um in Summe den Ausstoß zu maximieren und den Verschnitt zu reduzieren. Erreicht haben wir das durch eine gemeinsame dynamische Produktionssteuerung, welche – abhängig von der jeweiligen Optimierung – die Prozesse an den jeweiligen Verbundglas-Schneidebrücken dynamisch verteilt. Durch diese dynamische Auslastungsplanung „Dynamic Load Balancing“ (DLB) werden beide Brücken bestmöglich ausgelastet. Das reduziert die Durchlaufzeit pro Optimierung und steigert den Ausstoß der gefertigten Stück pro Stunde.
Welche Vorteile bieten zwei hintereinander angeordnete Verbundglas-Schneidebrücken der Type VSL-A?
Daniel Schörghuber: Die zum Einsatz kommenden VSL-A Schneidebrücken weisen eine sehr hohe mechanische Stabilität auf und bilden somit die Basis für stabile und genaue Zuschnitt-Ergebnisse. Die erste VSL-A Anlage schneidet wahlweise den Randanschnitt vorne bis mindestens 20 mm und entsorgt diesen automatisiert in einen Container. Es folgt der Zuschnitt der X- Traveren, welche von der VSL-A mit der integrierten Drehfunktion um 90° ohne Bedienereingriff präzise gedreht werden. Der Y-Rest an der Hinterkante der Travere wird automatisch entfernt und entsorgt. Die so an der ersten VSL-A Anlage vorbereiteten Traveren werden an der zweiten VSL-A Brücke weiterverarbeitet. Abhängig von der dynamischen Auslastungsplanung (DLB) können auf der ersten Anlage auch Y-Schnitte gemacht werden. Im nächsten Schritt werden die Y- und Z-Schnitte geschnitten und die Reste ohne jeglichen Bedienereingriff entfernt. Abschließend erfolgt der automatische Austransport und entweder die Entnahme der fertigen Produkte durch einen Bediener oder der automatische Weitertransport in ein nachfolgendes Sortiersystem.
Factbox:
Standardmäßige Funktionen
- bis zu ca. 45 Stück zugeschnittene Scheiben pro Stunde mit einer VSL-A Schneidebrücke (X-Y-Z Schnitte) – vollautomatisch
- bis zu ca. 75 Stück zugeschnittene Scheiben pro Stunde mit zwei hintereinander folgenden Schneidebrücken (X-Y-Z Schnitte) – vollautomatisch
- bis zu ca. 140 Stück zugeschnittene Scheiben pro Stunde mit zwei hintereinander folgenden Schneidebrücken (X-Y Schnitte) + Tandem Funktion auf zweiter Anlage – vollautomatisch
- Ausführung mit „Dynamic Load Balancing“ (DLB) – Dynamische Auslastungsplanung von zwei Schneidebrücken für maximalen Ausstoß und minimalen Verschnitt
- Ausführung mit einer oder maximal zwei Verbundglas-Schneidebrücken mit 3,7 m, 4,7 m oder 6,1 m – besonders platzsparende Ausführungsvarianten
- Zuschnitt von Verbundglas von 22.1 (4,38mm) bis 1212.12 (28,56mm) Glasdicke, bei einer Genauigkeit von +/- 0,4 mm und bis zu 140 m/min Schnittgeschwindigkeit
- ca. 10 % höhere Kantenfestigkeit durch reduzierten Hitzeeintrag in das Glas durch patentierte SIR Heizung sowie der Schneidradführung und Druckregelung
- Bis zu minimal 20 mm vollautomatisches Schneiden, Brechen und Trennen von Verbundglas
- Automatisches Traveren-Drehen bis zum Maximalmaß und maximaler Glasdicke
- Elektronische Schneiddruckregelung und Schneidradverbrauchsanalyse
- Besonders wartungsarm und hohe Anlagenverfügbarkeit
- Einfache Bedienung dank grafischer Oberfläche mit Touchscreen
Optionale Funktionen
- Zuschnitt von Sonderformen und W-Traveren
- Automatische Verarbeitung von Floatglas und doppelseitig folienbeschichteten Floatglas möglich – Schneiden, Folientrennen und Brechen
- Dreheinrichtung für fertig zugeschnittene Gläser zur automatischen Anbindung an ein Sortiersystem
- Ausführung mit automatischer Verbundglas-Restglasentsorgung (GSA-A) – VSG Reste werden leise und staubfrei zerkleinert und in handlichen Containern entsorgt
- Erweiterungsmöglichkeit von einer Schneidebrücke (VSL-A) bis zur Systemlösung mit zwei VSL-A und Tandem Option
Highlights
- Schnell und flexibel VSG schneiden
Durch den Einsatz einer VSL-A Systemlösung mit zwei Schneidebrücken, ergänzt durch eine dynamische Auslastungssteuerung (DLB), sorgt der VSL-A Tandem für einen kontinuierlich hohen Ausstoß und Prozesssicherheit bei jeglichen Bedingungen. Dies ermöglicht, abhängig der Ausführung (mit oder ohne Tandem Option) und Optimierung (Schneidplan), bis zu ca. 140 Stück fertige Scheiben pro Stunde. - Mannlose Fertigung
Verbundglas wird vollautomatisch geschnitten, gebrochen und getrennt. Die Drehung und weitere Zuführung erfolgt ohne Bedienereingriff. Fertig zugeschnittenes Verbundglas wird konstant bereitgestellt. Verbundglas just in time – Schneiden unabhängig von Bediener- und Umgebungseinflüssen sind das Ergebnis. - Konstant hochwertige Zuschnitt-Ergebnisse
Die speziell auf aktuelle und zukünftige Verbundglas-Zuschnitt-Anforderungen entwickelte SIR Folienheizung reduziert Hitzestress an der Schnittkante und stellt eine mindestens ca. 10 % höhere Kantenfestigkeit sicher. Doppelt präzisionsgeführte Schneidköpfe mit Direktantrieb und dynamischer Schneiddruckregelung inklusive Schneidradverbrauchsmonitoring reduzieren Schrägbrüche, Splitterbildung und bilden die Basis für erfolgreiches Zuschneiden von VSG ohne Kratzer und reduzieren Schleifzugaben deutlich.
