











单机设备
VSL-A
复合玻璃自动裁切高效设备
设备装载装置后是传送区,用于转切割机送至新的复合玻璃切割设备 VSL-A。
夹胶玻璃切割设备的结构是怎样的?
设备装载装置后是传送区,用于转切割机送至新的复合玻璃切割设备 VSL-A。
如何加工夹胶玻璃?
涂层复合玻璃的去涂层可选择在上游的浮法玻璃切割装置或直接在浮法玻璃切割门架上进行。随后放置复合玻璃切割门架支承板至挡块上,并自动对齐和切割。横梁的转动使用真空旋转吸尘器进行,能够全自动处理。传送皮带自动将切下的玻璃带至接收区。在这里可手动或借助提升臂取下。剩余的玻璃可进入内置剩余玻璃丢弃装置或可选的余片存储器。
夹胶玻璃适合谁?
小型玻璃加工商以及大型企业都会从中受益。与以前相比,现在可以更轻松、更快、更经济地生产出完美的玻璃边缘。此系统可以根据指定的要求进行调整,能够自动提供支持。
设备提供哪些优势?
通过专利 SIR 红外加热器和具有持续间隙测量功能的热切工艺,设备的切割质量比市场同类产品高 10%。借助全新的夹杆技术,余片和边角料可自动至 200 mm,一方面能够优化切割效率,同时显著节省成本。使用 VSL-A,平均可以节省 6% 的玻璃消耗。根据优化情况,切割性能可提高 30%。像自动处理边角料一样,自动旋转横梁是标准设备的一部分,可将操作员的干预降至最低。就像久经考验的电子辅助工具(例如切割轮刀片和切削油监控)一样。
默认保留哪些功能?
- 加工厚度 2.2.1 至 10.10.12 的玻璃
- 支承板四面的余片为 20 mm
- 自动清除余片达 300 mm
- 加工 X/Y 和 Z 滑座,借助2点旋转吸尘器自动横梁,无需操作员介入
- 新开发的专利分段式 SIR 红外线加热器(薄膜加热器)
- 借助激光辅助通过手动定位切割无圆拱的特殊形状
- 自动运出切下的玻璃至接收区
- 侧边取下辊,能够轻松方便地卸下玻璃
- 借助设备旋转臂上的触摸屏直观操作
可选使用哪些功能?
- 加工厚度至12.12.12的玻璃
- 两只配有自动切割轮的切割头
- 加工 W 滑座,借助2点旋转吸尘器自动横梁,无需操作员介入
- 自动切割特殊形状的复合玻璃
- 伸缩式升降臂,用于卸下大而重的窗户
- 附加切割头,能够在玻璃厚度不同时自动切换刀具
- 借助复合玻璃切割门架上的磨削轮清除低辐射涂层
- 创新的夹杆技术保证更多的生产率
- 自动旋转横梁
- 完美对齐、非常精准
- 两个切割头能够自动切换刀具
亮点
创新的夹杆技术保证更多的生产率
夹杆技术降低了分离时间,同时缩短循环时间约达30%。因此只使用一个切割门架,就能高效满足对复合玻璃的日益增加的要求。借助内置的低辐射模式,能够避免玻璃表面的相对运动,从而最大化玻璃质量。

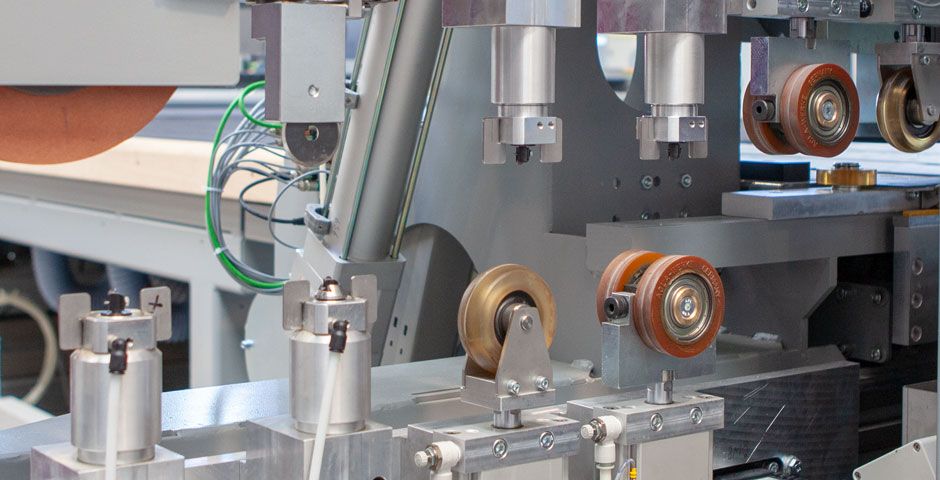
自动旋转横梁
两个可旋转的真空吸尘器自底部抽吸玻璃板。通过两只轴的伺服联轴器,能够精准旋转玻璃至 90°,并自动根据尺寸使用挡块自动对齐。无需操作员干涉,并保证自动处理X、Y和Z定位。

完美对齐、非常精准
五个可移动定位块能够伸缩至定位部分,对其玻璃片位置保证精确。挡块拥有夹紧功能,可自动运出剩余的切片。顶部的真空吸尘器运送玻璃片至接收区或切片长于定位段时作为定位辅助工具。

两个切割头能够自动切换刀具
通过可选装配,双切头设备能够使用不同的切割轮。随后切换玻璃厚度时,设备切换至正确的切割轮,并进而减少停机时间和错误。对于量产,切割头可选择装配相同的切割轮。 通过这样,设备在一个切割轮磨损时切换至未使用的切割轮,从而避免设备停机和故障中断。
")
")

